 ru
ru
products categories
- Battery Production Equipment Line
- Battery Lab Pilot Equipment Line
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Customized Battery Electrode
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Metal Mesh
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip
- Battery Tabs
- Graphene Materials
- Nickel Felt
- Titanium Fiber Felt
- Battery
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- Lithium Battery Machine
- Battery Tester & Analyzer
- Battery Safety Tester
- Battery Material Tester
- Rolling Press Machine
- Spot Welding Machine
- Vacuum Mixer Machine
- Crimping/Disassembling Machine
- Vacuum Sealing Machine
- Electrolyte Filling
- Stacking/Winding Machine
- Electrode Cutter/Slitter
- Pouch Forming Machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vacuum Glove Box
- Furnaces
- Coaters
- Hydraulic Press
- Ball Mill
- Planetary Centrifugal Mixer
- Laboratory Machine
- Metal Foam
contact us
- If you have questions, please contact us, all questions will be answered
- WhatsApp : +86 13174506016
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Add : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 Automatic Vertical Plate Gap Coater For Battery Production Electrode Making or Tape Casting Preparation.
Automatic Vertical Plate Gap Coater For Battery Production Electrode Making or Tape Casting Preparation.
TMAX-CF650 is a compact hydraulic crimper for sealing all types of cylinder cases in battery R&D labs. The compact body design allows it to be easily placed inside a glove box and thus preventing contamination of the electrolyte materials during cell assembly. Simple operation with safety protection feature allows customers to master the sealing procedure within 5 minutes.
-
 Battery Transfer Intermittent Coater Machine For Lithium Battery Cathode and Anode Coating
Battery Transfer Intermittent Coater Machine For Lithium Battery Cathode and Anode Coating
-
 Lab Lithium Battery Transfer Intermittent Coating Machine for Electrode Cathode and Anode Coating
Lab Lithium Battery Transfer Intermittent Coating Machine for Electrode Cathode and Anode Coating
-
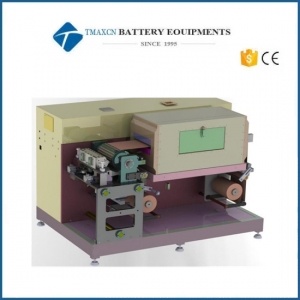
 Roll to Roll Automatic Coating Machine for Battery Production Line
Roll to Roll Automatic Coating Machine for Battery Production Line
Roll to Roll Automatic Coating Machine for Battery Production Line This is a automatic and faster roll to roll coating system for battery electrode with 15m/minute max coating speed . It is perfect for prototypes of new generation rechargeable batteries. It is integrated with the functions/ features of metallic foil roll unwinding (reeling out), coating blade, baking oven, and final electrode winding (reeling in) together with touch screen operation for customer's utmost convenience. Model Type Slot die coater Reverse comma coater Separator/Microconcave coating machine Industrial adaptability Lithium battery electrode coating Lithium battery separator coating Coating method Continuous coating/gap coating Continuous coating Rewinding and unwinding configuration Single-axis/dual-axis manual roll change, automatic roll change Single-axis/dual-axis manual roll change, dual-axis automatic roll change Single-axis/double-axis manual change Substrate processing / Preheat oven / ironing roller (surface leveling) Heating function Electric/steam/oil heating Drying oven configuration Active roller + suspension oven, length optional 1. Active climbing + passive passing roller, length optional 2. Active climbing + passive passing roller + active downhill, length optional 3. Active climbing + floating oven, length optional Curved active roller, length optional Mechanical speed Coating speed +10% Coating speed 15-30m/min(it depends on model type) 1-15m/min(it depends on model type) 50m/min 80m/min 100m/min(it depends on model type) Coating width 500mm/650mm 500mm/600mm/650mm 700mm/900mm/1200mm Coating thickness 50-150um 60-150um 1-5um Thickness accuracy ±0.5um(when coating thickness >1um) Advantages 1.The close cooperation between the feeding system and the control system realizes stable and high-precision coating with a weight error of plus or minus 1%; 2.Stable structure, suitable for mass production; 3.Easy to operate, touch screen interface design; 4.Online area density detection system (optional), online CCD visual inspection system (optional), bad section identification system (optional) 1.The installation structure of steel roller, rubber roller and scraper is simple, which is convenient for maintenance; 2.The control system is convenient and simple to operate, and the touch screen interface is simple and easy to understand; 3.With head and tail thickness adjustment function, automatic closed-loop adjustment of the blade gap, closed-loop tension control system coating length measurement function (optional), front and back alignment system, oven over-temperature protection system, online defect inspection system (optional) 1.The control system is convenient and simple to operate, and the touch screen interface is simple and easy to understand; 2.Swing roller structure + closed-loop tension control system to achieve low tension operation; 3.Treat the unevenness of the substrate through the preheating oven to improve the scope of equipment use; 4.The closed feeding cavity developed and produced by our company has uniform scraping and easy cleaning and replacement.
-
 Intermittent Slot Die Coating Coater Machine With Drying Oven And Winding&Unwinding System
Intermittent Slot Die Coating Coater Machine With Drying Oven And Winding&Unwinding System
Intermittent Slot Die Coating Coater Machine With Drying Oven And Winding&Unwinding System Equipment Specifications 1. Thickness of substrate: aluminum foil: 0.010--0.030mm copper foil: 0.006-0.030mm 2. Width of substrate: aluminum foil: 100-320mm copper foil: 100-320mm 3. Maximum coating wet film thickness: 80--400µm (under the conditions of paste viscosity) 4. The maximum width of coating: 360mm, 5. Maximum width of coating roll surface (steel roll): 450mm 6. Mechanical transport speed: 0.5—7M/min (maximum speed) 7. Coating speed: 0.1-1.0M/min is the best (depending on the drying conditions, the speed is different depending on the slurry) (the supercapacitor coating is faster, usually it can be set to about 1M/min). 8. Oven length: 1 section of oven × 1.5 m/section = 1.5 m Equipment performance 1. Coating method: extrusion coating Intermittent coating distance: 5-8000mm±1mm (adjustable according to battery specifications). 2. Coating accuracy: 2.1. Accuracy error of dry thickness: single-sided positive electrode: ±2.5µm negative electrode ±2.5µm (4-5 points for cross-section measurement, and 100mm for vertical section measurement distance). 2.2. Alignment error of front and back coating: ≤±1.0mm 2.3. Average length error: ≤±1.0mm 2.4. Average width error: ≤±1.0mm Note: The above indexes 1 and 2 should work best when the slurry conditions (viscosity, particle size, uniformity, etc.) match the settings of various parameters of the equipment. 3. Core inner diameter: 3 inches with air shaft 4. Tension control: Swing arm tension PID control 5. Correction controller accuracy: ±0.01mm; Correction accuracy: ±1mm 6. The operator operates the coating mechanism from the front 7. Drying form: (1) Hot air drying: hot air circulation (upward air supply); or upper and lower air supply; (2) Heating method: electric heating 5.0KW×1 section=5.0KW; (3) heater; 8. Oven length: 1 section of oven × 1.0 m/section = 1.0 m 9. Oven material: both inside and outside are made of stainless steel 10. Oven temperature: room temperature--150℃ adjustable, temperature control accuracy <±5℃; Process flow The electrode sheet base material placed on the unwinding device enters the swing arm tension system after automatic deviation correction. After adjusting the unwinding tension, it enters the coating head, and the electrode slurry is coated according to the setting procedure of the coating system. The coated wet electrode sheet enters the oven for drying by hot air. The tension of the dried electrode sheet is adjusted by the tension system, and the winding speed is controlled at the same time, so that it is synchronized with the coating speed. The electrode sheet is automatically corrected by the correction system to keep it in the center position, and is wound by the winding device. Device 1. Unwinding mechanism (with automatic deviation correction device) The device is composed of servo unwinding, unwinding shaft with tension control, automatic deviation correction system, etc. The coil is pulled out and enters the swing arm tension device after automatic deviation correction. The device transmits the tension change during operation to the tension controller through the sensor, so as to achieve constant tension. 2. Swing arm tension mechanism The mechanism consists of rollers, position sensors, etc. The swing arm tension system absorbs the temporary changes in the storage space due to acceleration, deceleration, unwinding and starting the reel, and space fluctuations during the coating interval, so that the impact on the coating is minimized. The tension of the substrate is adjusted by the position of the swing arm, so that the substrate maintains a constant tension during the coating process, and the unwinding speed and the coating speed are controlled to keep synchronization. 3. Coating mechanism This machine is controlled by PLC and is equipped with high-tech automation equipment of precision machinery and opto-mechanical integration. It consists of extrusion die, coating roller, drive motor, optical fiber sensor, precision bearing and high-performance pneumatic components. Among them, the drive motor, reducer, pneumatic control, and the bearing of the coating roller are precision bearings. The man-machine interface, PLC, etc. constitute an intermittent coating system, and the coating program is designed according to the user's process size. The coating method has two working modes: continuous coating and intermittent coating. For intermittent coating, the coating length and intermittent spacing of the first side and the back side can be set respectively, and two coating lengths can be set separately for each side. and intermittent distance to meet the special requirements of users. The set parameters can be continuously adjusted according to the specifications of the battery (single pulse) with a resolution accuracy of 0.01mm. After the back coating is automatically positioned by the optical fiber sensor tracking the first surface, the coating is carried out according to the parameters set on the back. Applicator roll and back roll speed indicators are set and displayed on the touch screen. 4. Drying system The drying system consists of heater, fan, exhaust duct and air hole, insulation box, inspection door, etc. The insulation box has a 1.0-meter section, a total of one section. The inner and outer parts of the box are made of stainless steel poles. The box body is a thermal insulation structure to prevent heat loss and safe operation. After the coated wet pole pieces enter the drying box, the box adopts the upper air drying method for efficient drying For drying, the dry air is sent by the fan to be heated by the hot air heater, and then sent to the inside of the oven, and is evenly blown to the wet coating by the air hole, and the dried air is discharged to the outdoors by the exhaust fan. 5. Take-up mechanism This device is composed of oven outlet, swing arm tension mechanism, belt drive device and winding tension sensor system. The tempo stays in sync. 6. Rewinding mechanism The device consists of a servo motor, a winding shaft, and an automatic deviation correction system. During the winding process, the device can make the winding shaft track the position of the pole piece, so that the edge of the winding pole piece can be kept neat. 7. Coating and drying automatic control system (1) Coating control system: This system consists of PLC, servo motor, touch screen and optical fiber sensor. As a human-machine interface, the touch screen has a friendly picture, intuitive display and convenient operation. During the coating process of this machine, the line speed of the coating roller, the coating speed and the number of coated sheets are automatically displayed on the touch screen, and the parameters set can be finely revised at any time according to the requirements of the production process. (2) Temperature and control: This system is composed of temperature regulator, thermocouple, heater, relay, etc. It measures and automatically controls the internal temperature of each section of drying oven Main configuration The machine control system and structure system is a highly integrated closed-loop control system, the main configuration is as follows: No. Name Details Content 1 Rack structure Integrated vertical plate structure, embracing processing, plus precise positioning pins to ensure position accuracy and stability 2 Unwinding part Correction form Photoelectric edge patrol, motor drive, overall movement correction Correction stroke ±50mm Unwinding form Automatic unwinding of motor speed reducer Roll up method 3" air shaft Maximum roll diameter φ300 3 Coating roller Size φ210*360 Material carbon steel, chrome plated Drive mode Servo motor + reducer 4 Coating mode Extrusion head Effective width 300mm, material: stainless steel plated carbide Extrusion head position control system Cylinder push, mechanical adjustment, precise adjustment of the mechanism Extrusion head membrane tibial pressure High precision pressure gauge 0-1MPa 5 Feeding system Screw pump Bingshen pump HEISHIN servo control feeding Transfer tank 5L, constant temperature control, liquid level control, pneumatic stirring, filter Coating valve Pneumatic single valve Pipeline system Sanitary piping system, no dead ends 6 Tension Control System Structure type Swing arm tension, low friction cylinder 7 Guide Roller (Over Roller) Control mode Speed PID control Tension (N) 30-80N Aluminum alloy roll, width 340mm, hard anodized 8 Operation panel Touch screen Operate according to the function interface 9 Operating platform Button Some functions are the same as button operation 1. Automatic control of front and rear tension: 1.1 Fully integrated Panasonic system; 1.2 Unwinding mechanism; 1.3 Rewinding device; 1.4 Motor unwinding. 2. Front and rear automatic correction system: 2.1 Correction controller: Aibo correction system; 2.2 Detection head: photoelectric detection 3. Main control system: 3.1 Operation interface: touch screen; 3.2 Coating shaft and steel roller: Yaskawa servo motor; 3.3 Extrusion die: driven by cylinder; 3.4 Program controller: Panasonic PLC and control module; 3.5 Heating tube: domestic; 3.6 Temperature control probe: thermocouple. 4. Oven: 4.1 Material inside and outside the box: stainless steel: (SS304 stainless steel) 4.2 Box insulation: the thickness of the insulation layer is 50mm; 4.3 Fan: domestic; 4.4 Air duct: stainless steel; 4.5 Rack: carbon steel parts + paint 5. Machine head and unwinding integrated parts Machine tail and receiving parts 5.1 Worktable: nickel-plated surface; 5.2 Large bearing seat: nickel-plated surface; 5.3 Coating roller: carbon steel with chrome plating on the surface; 5.4 Rubber roller: corrosion-resistant rubber; 5.5 Aluminum roller: aluminum alloy (surface anodized hard anodized) 5.6 Inflatable shaft: chrome plating on the surface
-
 High Precision Double Sides Extrusion Slot Die Coating Machine
High Precision Double Sides Extrusion Slot Die Coating Machine
-
 Precision Extrusion Single Side Slot Die Coating Machine for Battery Production Line
Precision Extrusion Single Side Slot Die Coating Machine for Battery Production Line
-
 Lab DC Vacuum Ion Sputtering Coating Coater with Chamber Size of 150*120mm
Lab DC Vacuum Ion Sputtering Coating Coater with Chamber Size of 150*120mm
Lab DC Vacuum Ion Sputtering Coating Coater with Chamber Size of 150*120mm Introduction Ion Sputtering Coater (SD900 Model) is ideal and designed for lab SEM sample preparation. It is widely used to coat non-conductive SEM samples with Au for better imaging. It is also excellent for surface treatment. Working vacuum pressure can be achieved quickly within 2 minutes when using proper vacuum pump. It generates much less heat. It is user friendly and easy to operate. Vacuum pump is included. Parameter Vacuum pump set (Oil required) rotary vacuum pump Rotary pumping speed 50 Hz : 8 m³/h (2.2 L/s)/ 60 Hz : 9.6m³/h (2.6 L/s) Vacuum limit 2Pa Max sputtering current 0-20mA Working pressure 30Pa -7 Pa Vacuuming time <5 Min(2 Pa) Vacuum measure Measuring range from atmosphere to 2*10-2mbar Gas control Gas flow controller Chamber size Φ150*120mm (height) scratch resistant quartz glass Magnetron target source Target size φ 50*0.1mm(Au)/ target source: Au,Ag,Pt Operation method Instruction Manual Weight/size 45kg/360mm length x 300mm wide x 380mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <1500W Cooling method Air cooling Warranty One year limited warranty with lifetime product support
-
 DC or RF High Vacuum Magnetron Ion Sputtering Coating Coater
DC or RF High Vacuum Magnetron Ion Sputtering Coating Coater
DC or RF High Vacuum Magnetron Ion Sputtering Coating Coater Introduction High Vacuum Magnetron Ion Sputtering Coater is ideal and designed for materials science and sample preparation. It is widely used for the majority of universities and scientific research institutes of materials science and engineering to coat, for metals, ceramics, semiconductors, insulators or other kinds of membrane material preparation. High Vacuum Magnetron Ion Sputtering Coater provides the most stable sputtering environment and achieves the basic experimental conditions of magnetron sputtering in a very short period of time. It provides DC / RF two kinds of sputtering power options which allow sputtering conductive or non-conductive substance on specimen and improves physical vapor deposition (PVD) Performance. It is also excellent for surface treatment and coating. It is easy to operate and user friendly as well. Vacuum pump and Chiller are included. Parameter Vacuum pump set (Oil required) rotary vacuum pump+(oil free) turbo moleculan pump set Rotary pumping speed 50 Hz : 16 m³/h (4.4 L/s)/ 60 Hz : 19.2 m³/h (5.2 L/s) Molecular pumping speed 300 L/s Vacuum limit 5* 10-5 Pa Working pressure 0.5-5 Pa Vacuuming time >10 Min(10-3Pa) Vacuum measure Measuring range from atmosphere to 1*10-6 Pa Gas control Gas flow controller Chamber size φ260*200mm (height) metal Magnetron target source Target size φ 50*3mm(Cu)/target source: weak magnetic substance /materials Operation method Instruction Manual Weight/size 100kg/610mm length x 420mm wide x 490mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <3000W Cooling method Air cooling(pump)+ water cooling(sputtering target) Warranty One year limited warranty with lifetime product support
-
 Vacuum Thermal Evaporating Carbon Coating Coater for Materials Science
Vacuum Thermal Evaporating Carbon Coating Coater for Materials Science
Vacuum Thermal Evaporating Carbon Coating Coater for Materials Science Introduction Thermal Evaporation Carbon Coater (SD800C Model) is ideal and designed for lab SEM sample preparation. SD800C Model carbon coater applies a thin conductive carbon film on a sample surface. Applying this coating to a non-conductive sample is an effective preparation technique for diminishing charge-up electron artifacts for analysis in a SEM. Working vacuum pressure can be achieved quickly when using proper vacuum pump within 5 minutes. It is user friendly and easy to operate. Vacuum pump is included. Parameter Vacuum pump set (Oil required) rotary vacuum pump Rotary pumping speed 50 Hz : 8 m³/h (2.2 L/s)/ 60 Hz : 9.6m³/h 2.6 L/s) Vacuum limit 2Pa Max evaporation current 100A Working pressure 6Pa -4 Pa Vacuuming tme < 5 Min( 2Pa) Vacuum measure Measuring range from atmosphere to 2*10-2mbar Chamber size Φ150*120mm (height) scratch resistant quartz glass Evaporation target source Target material :carbon rope/target source:carbon rope Operation method Instruction Manua Weight/size 45kg/340mm length x 390mm wide x 300mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <2000W Warranty One year limited warranty with lifetime product support
-
 DC Vacuum Portable Auto Ion Sputtering Coater for Non-conductive SEM Sample Preparation
DC Vacuum Portable Auto Ion Sputtering Coater for Non-conductive SEM Sample Preparation
DC Vacuum Portable Auto Ion Sputtering Coater for Non-conductive SEM Sample Preparation Introduction Compact Automatic Ion Sputtering Coater (SD800 Model) that is ideal and designed for lab SEM sample preparation. It is widely used to coat non-conductive SEM samples with Au for better imaging. It is also excellent for surface treatment. Working vacuum pressure can be achieved quickly when using proper vacuum pump. It generates much less heat. It is user friendly and easy to operate using Time Control. Vacuum pump is included. Parameter Vacuum pump set (Oil required) rotary vacuum pump Rotary pumping speed 50 Hz : 8m³/h (2.2 L/s)/ 60 Hz : 9.6m³/h (2.6 L/s) Vacuuming time < 2 Min Chamber size Φ115*100mm (height) scratch resistant quartz glass Magnetron target source Target size φ 50*0.1mm(Au)/target source: Au,Ag,Pt Operation method Instruction Manual Weight/size 40kg/307mm length x 260mm wide x 260mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <1500W Cooling method Air cooling Warranty One year limited warranty with lifetime product support
-
 Vacuum Pulsing Thermal Evaporating Sputtering Coating Coater with Vacuum Pump
Vacuum Pulsing Thermal Evaporating Sputtering Coating Coater with Vacuum Pump
Vacuum Pulsing Thermal Evaporating Sputtering Coating Coater with Vacuum Pump Introduction Automatic Pulsing Thermal Evaporation Carbon Coater (SD980 Model) that is ideal and designed for lab SEM sample preparation. SD980 Model carbon coater is a fully-automated carbon coater that applies a thin conductive carbon film on a sample surface. Applying this coating to a non-conductive sample is an effective preparation technique for diminishing charge-up electron artifacts for analysis in a SEM. A pulsed mode for protecting samples is also included. Working vacuum pressure can be achieved quickly when using proper vacuum pump. It is user friendly and easy to operate by Controlling Touch Screen Heating Power (Current) and Pulsing Times (Recipe). Vacuum pump is included. Parameter Vacuum pump set (Oil required) rotary vacuum pump Rotary pumping speed 50 Hz : 8 m³/h (2.2 L/s)/ 60 Hz : 9.6m³/h (2.6 L/s) Vacuum limit 2 Pa Max evaporation current 80A Working pressure 6 Pa - 4 Pa Vacuuming time <5 Min(2 Pa) Vacuum measure Measuring range from atmosphere to 2*10-2mbar Chamber size Φ150*120mm (height) scratch resistant quartz glass Evaporation target source Target material :carbon rope/target source: carbon rope Operation method Instruction Manual Weight/size 45kg/390mm length x 310mm wide x 290mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <2000W Warranty One year limited warranty with lifetime product support
-
 Materials Science Vacuum Magnetron Ion Sputter Coating Coater
Materials Science Vacuum Magnetron Ion Sputter Coating Coater
Materials Science Vacuum Magnetron Ion Sputter Coating Coater Introduction Materials Science Magnetron Ion Sputtering Coater(SD900M Model) is ideal and designed for lab SEM sample preparation. It is widely used to coat non-conductive or heat-sensitive SEM samples with Au for better imaging. It is also excellent for surface treatment and avoids damage to the substrate sample. Coating Result Sample Picture under SEM (by SD-900M Model) EPTFE (Extended Poly Tetra Fluoro Ethylene) Low vacuum, can be achieved quickly when using proper vacuum pump within 5 minutes. It generates much less heat and avoids plasma damage to the substrate sample. It is user friendly and easy to operate. Vacuum pump is included. Chiller is optional. Parameter Vacuum pump set (Oil required) rotary vacuum pump Rotary pumping speed 50 Hz : 8 m³/h (2.2 L/s)/ 60 Hz : 9.6m³/h (2.6 L/s) Vacuum limit 2 Pa Max sputtering current 100mA Working pressure 20Pa - 8 Pa Vacuuming time <5 Min(2 Pa) Vacuum measure Measuring range from atmosphere to 2*10-2mbar Chamber size Φ150*120mm (height) scratch resistant quartz glass Magnetron target source Target size φ50*0.1mm(Au)/target source: Au,Ag,Pt Operation method Instruction Manual Weight/size 45kg/360mm length x 300mm wide x 380mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <1500W Cooling method Water cooling(optional) Warranty One year limited warranty with lifetime product support
-
 Magnetron Ion Thermal Evaporation Carbon Sputter Coater for SEM Sample Preparation
Magnetron Ion Thermal Evaporation Carbon Sputter Coater for SEM Sample Preparation
Magnetron Ion Thermal Evaporation Carbon Sputter Coater for SEM Sample Preparation Introduction Magnetron Ion Sputtering Unit &Thermal Evaporation Carbon Coater is ideal and designed for lab SEM sample preparation. SD900C Model (Magnetron Ion Sputtering Unit) is widely used to coat non-conductive or heat-sensitive SEM samples with Au for better imaging. It is also excellent for surface treatment and avoids damage to the substrate sample. SD900C Model (Thermal Evaporation Carbon Unit) carbon coater applies a thin conductive carbon film on a sample surface. Applying this coating to a non-conductive sample is an effective preparation technique for diminishing charge-up electron artifacts for analysis in a SEM. Working vacuum pressure can be achieved quickly when using proper vacuum pump within 5 minutes. It is user friendly and easy to operate. Vacuum pump is included. Chiller is optional. (for Magnetron Ion Sputtering Unit) Parameter Vacuum pump set (Oil required) rotary vacuum pump Rotary pumping speed 50 Hz : 8 m³/h (2.2 L/s)/ 60 Hz : 9.6m³/h (2.6 L/s) Vacuum limit 2Pa Max sputtering current 100mA Max evaporation current 100A Working pressure 20Pa -8 Pa Vacuuming time <5 Min(2 Pa) Vacuum measure Measuring range from atmosphere to 2*10-2mbar Gas control Gas flow controller Chamber size Φ150*120mm (height) scratch resistant quartz glass Magnetron target source Target size φ 50*0.1mm(Au)/ target source: Au,Ag,Pt Evaporation target source Target material:carbon rope /target source:carbon rope Operation method Instruction Manual (2 units)Weight/size 55kg/360mm length x 300mm wide x 380mm high Power supply AC 110V 60Hz or AC 220V 50Hz Power consumption <2000W Cooling method Air cooling(Evaporation)+water cooling (sputtering ) Warranty One year limited warranty with lifetime product support
-
Large Lithium Battery Electrode Slot Die Coating Coater Machine With 1m Length Drying Oven
Large Lithium Battery Electrode Slot Die Coating Coater Machine With 1m Length Drying Oven Equipment Specifications 1. Thickness of substrate: aluminum foil: 0.010--0.030mm copper foil: 0.006-0.030mm 2. Width of substrate: aluminum foil: 100-320mm copper foil: 100-320mm 3. Maximum coating wet film thickness: 80--400µm (under the conditions of paste viscosity) 4. The maximum width of coating: 300mm, 5. Maximum width of coating roll surface (steel roll): 360mm 6. Mechanical transport speed: 0.5—7M/min (maximum speed) 7. Coating speed: 0.1-1.0M/min is the best (depending on the drying conditions, the speed is different depending on the slurry) (the supercapacitor coating is faster, usually it can be set to about 1M/min). 8. Oven length: 1 section of oven × 1m/section = 1m Equipment performance 1. Coating method: slot die coating Intermittent coating distance: 5-8000mm±1mm (adjustable according to battery specifications). 2. Coating accuracy: 2.1. Accuracy error of dry thickness: single-sided positive electrode: ±2.5µm negative electrode ±2.5µm (4-5 points for cross-section measurement, and 100mm for vertical section measurement distance). 2.2. Alignment error of front and back coating: ≤±1.0mm 2.3. Average length error: ≤±1.0mm 2.4. Average width error: ≤±1.0mm Note: The above indexes 1 and 2 should work best when the slurry conditions (viscosity, particle size, uniformity, etc.) match the settings of various parameters of the equipment. 3. Core inner diameter: 3 inches with air shaft 4. Tension control: Swing arm tension PID control 5. Correction controller accuracy: ±0.01mm; Correction accuracy: ±1mm 6. The operator operates the coating mechanism from the front 7. Drying form: (1) Hot air drying: hot air circulation (upward air supply); or upper and lower air supply; (2) Heating method: electric heating 5.0KW×1 section=5.0KW; (3) heater; 8. Oven length: 1 section of oven × 1.0 m/section = 1.0 m 9. Oven material: both inside and outside are made of stainless steel 10. Oven temperature: room temperature--150℃ adjustable, temperature control accuracy <±5℃; Process flow The electrode sheet base material placed on the unwinding device enters the swing arm tension system after automatic deviation correction. After adjusting the unwinding tension, it enters the coating head, and the electrode slurry is coated according to the setting procedure of the coating system. The coated wet electrode sheet enters the oven for drying by hot air. The tension of the dried electrode sheet is adjusted by the tension system, and the winding speed is controlled at the same time, so that it is synchronized with the coating speed. The electrode sheet is automatically corrected by the correction system to keep it in the center position, and is wound by the winding device. Device 1. Unwinding mechanism (with automatic deviation correction device) The device is composed of servo unwinding, unwinding shaft with tension control, automatic deviation correction system, etc. The coil is pulled out and enters the swing arm tension device after automatic deviation correction. The device transmits the tension change during operation to the tension controller through the sensor, so as to achieve constant tension. 2. Swing arm tension mechanism The mechanism consists of rollers, position sensors, etc. The swing arm tension system absorbs the temporary changes in the storage space due to acceleration, deceleration, unwinding and starting the reel, and space fluctuations during the coating interval, so that the impact on the coating is minimized. The tension of the substrate is adjusted by the position of the swing arm, so that the substrate maintains a constant tension during the coating process, and the unwinding speed and the coating speed are controlled to keep synchronization. 3. Coating mechanism This machine is controlled by PLC and is equipped with high-tech automation equipment of precision machinery and opto-mechanical integration. It consists of extrusion die, coating roller, drive motor, optical fiber sensor, precision bearing and high-performance pneumatic components. Among them, the drive motor, reducer, pneumatic control, and the bearing of the coating roller are precision bearings. The man-machine interface, PLC, etc. constitute an intermittent coating system, and the coating program is designed according to the user's process size. The coating method has two working modes: continuous coating and intermittent coating. For intermittent coating, the coating length and intermittent spacing of the first side and the back side can be set respectively, and two coating lengths can be set separately for each side. and intermittent distance to meet the special requirements of users. The set parameters can be continuously adjusted according to the specifications of the battery (single pulse) with a resolution accuracy of 0.01mm. After the back coating is automatically positioned by the optical fiber sensor tracking the first surface, the coating is carried out according to the parameters set on the back. Applicator roll and back roll speed indicators are set and displayed on the touch screen. 4. Drying system The drying system consists of heater, fan, exhaust duct and air hole, insulation box, inspection door, etc. The insulation box has a 1.0-meter section, a total of one section. The inner and outer parts of the box are made of stainless steel poles. The box body is a thermal insulation structure to prevent heat loss and safe operation. After the coated wet pole pieces enter the drying box, the box adopts the upper air drying method for efficient drying For drying, the dry air is sent by the fan to be heated by the hot air heater, and then sent to the inside of the oven, and is evenly blown to the wet coating by the air hole, and the dried air is discharged to the outdoors by the exhaust fan. 5. Take-up mechanism This device is composed of oven outlet, swing arm tension mechanism, belt drive device and winding tension sensor system. The tempo stays in sync. 6. Rewinding mechanism The device consists of a servo motor, a winding shaft, and an automatic deviation correction system. During the winding process, the device can make the winding shaft track the position of the pole piece, so that the edge of the winding pole piece can be kept neat. 7. Coating and drying automatic control system (1) Coating control system: This system consists of PLC, servo motor, touch screen and optical fiber sensor. As a human-machine interface, the touch screen has a friendly picture, intuitive display and convenient operation. During the coating process of this machine, the line speed of the coating roller, the coating speed and the number of coated sheets are automatically displayed on the touch screen, and the parameters set can be finely revised at any time according to the requirements of the production process. (2) Temperature and control: This system is composed of temperature regulator, thermocouple, heater, relay, etc. It measures and automatically controls the internal temperature of each section of drying oven Main configuration The machine control system and structure system is a highly integrated closed-loop control system, the main configuration is as follows: No. Name Details Content 1 Rack structure Integrated vertical plate structure, embracing processing, plus precise positioning pins to ensure position accuracy and stability 2 Unwinding part Correction form Photoelectric edge patrol, motor drive, overall movement correction Correction stroke ±50mm Unwinding form Automatic unwinding of motor speed reducer Roll up method 3" air shaft Maximum roll diameter φ300 3 Coating roller Size φ210*360 Material carbon steel, chrome plated Drive mode Servo motor + reducer 4 Coating mode Extrusion head Effective width 300mm, material: stainless steel plated carbide Extrusion head position control system Cylinder push, mechanical adjustment, precise adjustment of the mechanism Extrusion head membrane tibial pressure High precision pressure gauge 0-1MPa 5 Feeding system Screw pump Bingshen pump HEISHIN servo control feeding Transfer tank 5L, constant temperature control, liquid level control, pneumatic stirring, filter Coating valve Pneumatic single valve Pipeline system Sanitary piping system, no dead ends 6 Tension Control System Structure type Swing arm tension, low friction cylinder 7 Guide Roller (Over Roller) Control mode Speed PID control Tension (N) 30-80N Aluminum alloy roll, width 340mm, hard anodized 8 Operation panel Touch screen Operate according to the function interface 9 Operating platform Button Some functions are the same as button operation 1. Automatic control of front and rear tension: 1.1 Fully integrated Panasonic system; 1.2 Unwinding mechanism; 1.3 Rewinding device; 1.4 Motor unwinding. 2. Front and rear automatic correction system: 2.1 Correction controller: Aibo correction system; 2.2 Detection head: photoelectric detection 3. Main control system: 3.1 Operation interface: touch screen; 3.2 Coating shaft and steel roller: Yaskawa servo motor; 3.3 Extrusion die: driven by cylinder; 3.4 Program controller: Panasonic PLC and control module; 3.5 Heating tube: domestic; 3.6 Temperature control probe: thermocouple. 4. Oven: 4.1 Material inside and outside the box: stainless steel: (SS304 stainless steel) 4.2 Box insulation: the thickness of the insulation layer is 50mm; 4.3 Fan: domestic; 4.4 Air duct: stainless steel; 4.5 Rack: carbon steel parts + paint 5. Machine head and unwinding integrated parts Machine tail and receiving parts 5.1 Worktable: nickel-plated surface; 5.2 Large bearing seat: nickel-plated surface; 5.3 Coating roller: carbon steel with chrome plating on the surface; 5.4 Rubber roller: corrosion-resistant rubber; 5.5 Aluminum roller: aluminum alloy (surface anodized hard anodized) 5.6 Inflatable shaft: chrome plating on the surface
 Iris@tmaxcn.com
Iris@tmaxcn.com David@tmaxcn.com
David@tmaxcn.com +86 13174506016
+86 13174506016 18659217588
18659217588