 ru
ru
products categories
- Battery Production Equipment Line
- Battery Lab Pilot Equipment Line
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Customized Battery Electrode
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Metal Mesh
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip
- Battery Tabs
- Graphene Materials
- Nickel Felt
- Titanium Fiber Felt
- Battery
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- Lithium Battery Machine
- Battery Tester & Analyzer
- Battery Safety Tester
- Battery Material Tester
- Rolling Press Machine
- Spot Welding Machine
- Vacuum Mixer Machine
- Crimping/Disassembling Machine
- Vacuum Sealing Machine
- Electrolyte Filling
- Stacking/Winding Machine
- Electrode Cutter/Slitter
- Pouch Forming Machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vacuum Glove Box
- Furnaces
- Coaters
- Hydraulic Press
- Ball Mill
- Planetary Centrifugal Mixer
- Laboratory Machine
- Metal Foam
contact us
- If you have questions, please contact us, all questions will be answered
- WhatsApp : +86 13174506016
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Add : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
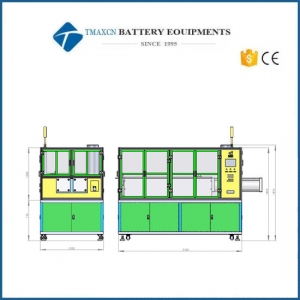
 5V6A 256 Channel Pouch Cell Hot Press Pressure Formation Machine
5V6A 256 Channel Pouch Cell Hot Press Pressure Formation Machine
5V6A 256 Channel Pouch Cell Hot Press Pressure Formation Machine 1. Brief introduction of equipment function The equipment is mainly used for the formation of pouch cell under pressure. The whole machine consists of 1 heat preservation box and 3 sets of clamps, among which the equipment has 256 channels, and the fixture and equipment are integrated. The main functions of the fixture are as follows: 1) The pressure required for pressing the cell is provided, which can be set arbitrarily within the allowable pressure range. If the pressure setting exceeds the pressure setting range, an alarm will be given; 2) Press the electrode tightly to ensure the reliable connection between the electrode and the circuit of the whole machine. 3) Make sure that the battery is upright and the air bag is upward. 2. The main functions of formation are as follows:1) Heating and temperature control function; 2) Channel reliable docking function; 3) Charging function; 4) Discharge function; discharge energy feedback to power grid; 5) Data link and communication function; 6) Safety and protection functions. 2. Basic parameters Configure power supply Voltage AC380 ± 10%, rated power 18kw. Air source input The minimum input air pressure shall not be less than 0.6MPa, and the maximum input air pressure shall not exceed 1.0MPa. There are three clamps in the whole machine. A single clamp is pressurized by a cylinder with a diameter of 250mm. When the air source input reaches 0.6MPa, the maximum pressure of a single cylinder is 3000kgf. Equipment weight Fixture weight<300kg, machine weight<1300kg, the ratio of total weight to bearing area<500kg/m² Main color of appearance Warm grey 1C. Overall dimension of equipment long × wide × Height ≤ 2000mm × 800mm × 2348mm (height 2030mm after removing cylinder) The dimensions of the incoming cell (air bag width ≤ 50mm) Length: 10-155mm Width: 10-105mm The length and width dimensions of the cell include the edge sealing dimensions of the aluminum laminated film. Pass rate ≥98% 3. Machine specifications Fixture Each fixture is divided into 22 layers of heating plate, and there are heat insulation measures between the heating plate and the fixture. Each layer of heating plate is equipped with a temperature probe, PLC can inspect the temperature probe of each layer of heating plate, and display the temperature detection value on the touch screen. Control mode The equipment is controlled by PLC: it can set the heating target temperature. The equipment can control the heating plate according to the target temperature, and timely protect and alarm when the heating plate overtemperature occurs. Heating temperature Temperature control precision of each layer of heating plate ± 3℃ Pressurization control PLC can realize the multi-stage pressure control of the fixture, and the pressure control precision can reach ± 25kg, accurately control the cylinder pressure through the pressure sensor. Cell measurement The four wire method is used to measure the current and voltage of the cell. The circuit connection between the fixture and the device is realized by a special PCB. The electrode plate is installed on the device, and the battery is compressed by the upper and lower pressing plates. At the same time, the fast and reliable connection between the device and the fixture circuit is realized. security Thermal insulation measures shall be taken for the peripheral doors and observation windows of the equipment. The equipment is equipped with security access control to ensure more safe and reliable use of the equipment. Setting range of charge discharge voltage Charging voltage setting range: 0mV~5000mV (resolution 1mV); Discharge voltage setting range: 2000mV~5000mV (resolution 1mV). Charging and discharging current setting range: 10mA~6000mA (resolution 1mA)。 Measurement control accuracy Voltage measurement control accuracy: ±(0.1%FS+0.1%RD) Current measurement control accuracy: ±(0.1%FS+0.1%RD) Time measurement control accuracy: ±(0.1%FS+0.1%RD) Control precision of voltage measurement ±(0.1%FS+0.1%RD) Control accuracy of current measurement ±(0.1%FS+0.1%RD) Control precision of time measurement ±(0.1%FS+0.1%RD) End condition of charge and discharge Constant current charging (CC): end conditions are voltage, time and capacity Constant current and constant voltage charging (CC-CV): end conditions are current, time and capacity Discharge method: the end condition of constant current discharge (DC) is voltage, time or capacity Main functions of the software 1. According to time, voltage, current and other parameters to control the end conditions of the process; 2. Calculate the charging capacity parameters of the formed battery; 3. Editing and management functions of charging and discharging process: 4. Up to 32 step parameters can be set; 5. Up to 256 cycles can be set; 6. Each step can be selected by constant current charging, constant current and constant voltage charging, shelving, constant current discharging, cycle and other attributes; 7. The edited process file can be archived for future use. 8. The charging current can be set from (10~6000)mA, the charging voltage can be set from (0~5000)mV, the discharge voltage can be set from (2000~5000)mV, and the time of each step can be set from 1min~1000min. 9. Software security control: 11.1. The running data and curve of each point can be automatically saved after the set step is run, and the software has a capacity alarm function; 11.2. Overcharge protection: When the voltage exceeds the overcharge protection setting value, the flow of the channel is stopped, and the setting value can be set; 11.3. Capacity over-tolerance protection: When the capacity of the battery cell exceeds a certain range, the flow of the channel will be stopped; It can sort the formed batteries and is equipped with indicator lights. The sorting method can be set as: capacity, time, open circuit voltage, average voltage, fixed-point voltage, etc. 11.4. The charge and discharge data of each battery can be formed into a data list form for users to view or print out. The equipment supports barcode recognition function, and can realize the one-to-one correspondence between battery and channel and record production data. System protection function 1. Over-current, under-current, over-voltage, under-voltage, and over-capacity protection: the upper and lower limits of battery voltage, current, and capacity can be preset in the process. When the limit conditions are reached, the system will automatically force the battery to sleep, and The software interface prompts failure. 2. Leakage current protection: When the working status is inspected for more than 200mA leakage current more than three times, turn off the input power of the switching power supply. 3. Charging over-voltage protection: When the battery is inspected by the system during battery charging, when the battery voltage is higher than the upper limit voltage, the battery will stop charging. 4. Discharge under-voltage protection: When the battery is inspected by the system during battery discharge, when the battery voltage is lower than the lower limit voltage, the battery stops discharging. 5. Equipment power failure protection: when the equipment is abnormally powered off, it can continue to execute the current process step; it has the function of registering the abnormal channel; Three color alarm light (with sound and light) Waiting (the process is finished)-yellow light; The process is in progress (sleeping, charging, discharging)-green light; System failure (over temperature, hardware failure, etc.)-red light and sound Basic configuration of the whole system 1. The temperature rise of the drive board and the internal heat sink of the switching power supply on the equipment is ≤30℃, and the dissipation power of the heat sink should be designed according to the long-term full scale to ensure that the equipment can work stably for a long time. 2. The equipment calibration cycle is 3 months. Within 3 months after the equipment is calibrated, ensure that the voltage measurement and control accuracy of all channels is ≤±(0.1%FS+0.1%RD), and the current measurement and control accuracy is ≤±(0.1%FS+0.1%RD). 3. Electrical part cooling method: fan exhaust cooling. Equipment environmental requirements 1. Working environment temperature: 25±8℃; 2. Relative humidity: 30%~75%; 3. Equipment ventilation requirements: There should be no obstructions within 1.5 meters from the front and rear of the equipment and 0.8 meters from the side of the equipment. 4. Installation location: indoor, clean workshop. 5. Computer configuration: each computer manages 5 sets (provided by the buyer). 4. The equipment's process action flow: control start---cabinet door manually open---fixture open---cell load to the cabinet---fixture tightening---cabinet door close---formation start---formation completion ---The cabinet door is opened---The fixture is opened---The battery cell is placed in the cabinet.
-
 Automatic Hot Press Pressure Formation Machine for Pouch Cell Manufacture
Automatic Hot Press Pressure Formation Machine for Pouch Cell Manufacture
-
 5V20A 64 Channel Vertical Pouch Cell Hot Press Pressure Formation Machine For Pouch Cell Production Line
5V20A 64 Channel Vertical Pouch Cell Hot Press Pressure Formation Machine For Pouch Cell Production Line
-
 5V20A 64 Channel Hot Press Pressure Formation Machine For Pouch Cell Production
5V20A 64 Channel Hot Press Pressure Formation Machine For Pouch Cell Production
 Iris@tmaxcn.com
Iris@tmaxcn.com David@tmaxcn.com
David@tmaxcn.com +86 13174506016
+86 13174506016 18659217588
18659217588