 ru
ru
products categories
- Battery Production Equipment Line
- Battery Lab Pilot Equipment Line
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion Battery Materials
- Cathode Active Materials
- Anode Active Materials
- Customized Battery Electrode
- Coin Cell Parts
- Lithium Chip
- Cylindrical Cell Parts
- Battery Current Collectors
- Battery Conductive Materials
- Electrolyte
- Metal Mesh
- Battery Binder
- Separator and Tape
- Aluminum Laminate Film
- Nickel Strip
- Battery Tabs
- Graphene Materials
- Nickel Felt
- Titanium Fiber Felt
- Battery
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- Lithium Battery Machine
- Battery Tester & Analyzer
- Battery Safety Tester
- Battery Material Tester
- Rolling Press Machine
- Spot Welding Machine
- Vacuum Mixer Machine
- Crimping/Disassembling Machine
- Vacuum Sealing Machine
- Electrolyte Filling
- Stacking/Winding Machine
- Electrode Cutter/Slitter
- Pouch Forming Machine
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vacuum Glove Box
- Furnaces
- Coaters
- Hydraulic Press
- Ball Mill
- Planetary Centrifugal Mixer
- Laboratory Machine
- Metal Foam
contact us
- If you have questions, please contact us, all questions will be answered
- WhatsApp : +86 13003860308
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Add : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Double Layer Extrusion Coating Machine Slot Die Coater For Lithium Pouch Cell Making
Model Number:
TMAX-HJSC1000ZZ-40ZQCompliance:
CE CertifiedWarranty:
1 Year Limited Warranty With Lifetime SupportPayment:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 13003860308
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Previous:
Automatic Sealing Machine for Lithium Battery Production LineNext:
Fully Automated Electrolyte Injection Machine For Pouch Batteries
Double Layer High Precision Extrusion Slot Die Coating Machine For Lithium Battery Electrode Making
1. Equipment Overview
1.1 Device Functions
The HJSC1000ZZ series coating machine is a new type of high-precision, reliable, and stable double-layer extrusion coating machine that our company needs to develop for power lithium batteries. The equipment features: high precision extrusion die head is selected, high precision displacement sensor and servo closed-loop control are adopted for die head, high precision Screw pump is selected, and medium is transported accurately and quantitatively; The oven adopts electric heating/steam heating, active roller+upper and lower blowing air suspension method; The coating machine uses an Omron PLC control system, which can achieve precise control according to process requirements; Digital control of polar tension, constant tension unwinding, constant tension coating, drying, taper tension winding; The system parameters are centrally controlled, and the human-machine interface adopts touch screen mode and hierarchical control. The process parameters can be locked, stored, and called.
1.2 Running process

1.3 Population parameter
(1) Roll surface width: 1000mm
(2) Coating width: Max.800mm
(3) Mechanical speed: Max.60m/min
(4) Coating speed: Max.40m/min
(5) Rewind speed: 5-15m/min (rewinding without correction function)
(6) Running direction: forward coating, empty strip, reverse rewinding, etc
(7) Electrical installed power: positive electrode 370kW, negative electrode 350kW (actual power is 50-70% of installed power)
(8) Equipment size: approximately L64 × W6.0 × H4.9m (excluding total inlet and outlet air ducts)
(9) Overall appearance: RAL7035 light gray, oven stainless steel natural color, guardrail in warning yellow
The actual coating speed depends on the slurry system, slurry parameters, coating parameters, drying conditions, and product quality requirements The relevant three-phase asynchronous motors on the equipment adopt secondary energy efficiency.
1.4 Equipment structure diagram (for reference only)
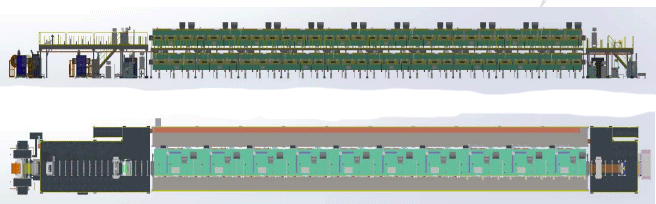
Figure 1 Schematic diagram of the coating machine structure (for reference only, subject to the actual model)
2.Equipment composition
No. |
Unit name |
Quantity |
Notes |
1 |
Automatic unwinding unit |
1 set |
The unwinding diameter is Max.800mm, with a turret mechanism and an inflatable clamp for unwinding; EPC correction |
2 |
Extrusion coating unit |
2 sets |
Equipped with high-precision extrusion die head, capable of online flipping and cleaning |
3 |
40m double layer steam heating and drying system |
1 set |
40 meter oven (5m/section × 8 sections above and below), steam heating, fully through roller oven, with a total length of about 41m |
4 |
Traction unit |
2 sets |
Rubber pressure roller, low friction cylinder tension control, EPC deviation correction |
5 |
Automatic winding unit |
1 set |
Winding diameter Max.800mm; Rotary tower mechanism, air expansion shaft winding; EPC correction |
6 |
Walkway system |
1 set |
(1) The columns and frames are made of carbon steel material; (2) The stair treads and platform panels are made of SUS201 stainless steel patterned plates, and the guardrails are painted with carbon steel paint - yellow; (3) One staircase entrance on side A and one staircase entrance on side B; (4) The guardrail is welded and then fixed by bolts and platforms |
7 |
Two sided furnace climbing guide roller system |
1 set |
|
8 |
Two sided discharge electrode plate guide roller system |
1 set |
Including 1 set of travel correction and several guide rollers |
9 |
Coating and feeding system (including mixing drum, pump, filter valves, etc.) |
2 sets |
Precision Screw pump; 100L single-layer slurry barrel, motor stirring |
10 |
Electronic control system |
1 set |
Omron PLC system |
11 |
NMP concentration detector |
8 sets |
Positive electrode coating machine configuration |
12 |
Edge ceramic coating feeding system |
2 sets |
Positive electrode coating machine configuration, designed according to four layers of adhesive coating |
13 |
Double rack type β- Ray surface density detector (longitudinal closed-loop control with Screw pump) |
1 set |
Configure two sets of display screens, each installed at the coating area of the machine head and tail, to monitor the density of the opposite side |
14 |
CCD alignment detection system (brand: OPT) |
2 sets |
Installed separately at the heads of the first and second coating machines, with a configuration of 8K high |
3 Installation requirements

4 Equipment adaptation parameters
4.1 Substrate parameters
Project |
Positive electrode |
Negative electrode |
Base material |
Aluminum foil |
Copper foil |
Width (mm) |
400-800 |
400-800 |
Thickness (µ m) |
6-20 (Acceptance using 9um and above foil material) |
4-15 (acceptance using 6 μm and above foil material) |
Outer diameter (mm) |
Max.800 |
Max.800 |
Weight (kg) |
Max. 1500 |
Max. 1500 |
4.2 Slurry parameters
Project |
Positive electrode |
Negative electrode |
Solute |
Lithium Iron Phosphate |
Graphite |
Solvent |
NMP |
DI-water |
Solid content |
50-85% |
45-60% |
Proportion |
1.5-3.0 |
1.0-2.0 |
Binder |
PVDF |
SBR |
Viscosity (mPa. s, 25C) |
5,000-20,000 |
1,500-8,000 |
Temperature (℃) |
20-28 |
20-28 |
4.3 Coating parameters
Project |
Positive electrode |
Negative electrode |
Single sided wet thickness (µ m) |
80-280 |
60-200 |
Single sided dry thickness (µ m) |
50- 150 |
50- 150 |
Single sided dry film weight range (g/㎡) |
80~220 |
50~150 |
Coating width (mm) |
Max.800 |
Max.800 |
5 Coating process parameters
5.1 Gap coating diagram

(1) As shown in Figure 1, if the coating length on side A is different from that on side B, the longer side of the coating (side A) needs to be used as the first coating.
(2)If the starting position of the coating on side B is lower than the starting position of the coating on side A, the length of the coating on side B cannot exceed that of the coating on side A.
(3)In principle, the starting position of coating on side A and side B should be consistent (see Example 1).
5.2 Gap coating accuracy
Project |
Mark |
Standard (coating speed ≤ 30m/min) |
|
A (trailing) |
≤ 1mm (related to slurry properties) |
B (abnormal head area) |
≤ 5mm (related to slurry properties) |
|
C (tail abnormal area) |
≤ 5mm (related to slurry properties) |
|
D (Edge effects area) |
≤ 5mm (related to slurry properties)
|
|
E (length error) |
≤±0.5mm
|
|
F (width error) |
≤±0.5mm
|
|
M (width error) |
≤±0.5mm
|
|
G1 (thickness error of one side of the head)
|
- 10~5um (Related to the characteristics of the slurry)
|
|
G2 (Thickness error on one side of the tail)
|
- 10~5um (Related to the characteristics of the slurry) |
|
H (Blank error)
|
≤±0.5mm |
|
I (Front and back longitudinal position error)
|
≤±0.5mm |
|
K (Lateral position error of front and back sides)
|
≤±0.5mm |
|
J Single sided density accuracy (excluding areas B, C, and D) |
≤±1.5% |
|
Double sided density accuracy (excluding areas B, C, and D) |
≤±1.2% |
|
Coating/Intermittent length |
L1 (film length) |
50~20,000mm |
L2 (intermittent length) |
6~500mm |
|
L1+L2 (coating+gap length) |
L1 +L2 ≥60mm |

※ The minimum coating length and minimum coating gap depend on the coating speed, with a 10mm gap corresponding to a coating speed of 20-25m/min.
※ The contact angle between the slurry and the substrate should be less than 40 degrees.
※ The viscosity change of the slurry per hour is ≤ 300cps.
5.3 Continuous coating accuracy

6 Equipment specifications and parameters
6.1 Roller parameters and accuracy
(1)Roller specifications and accuracy
Specifications |
Roller Diamter |
Surface treatment |
Runout(mm) |
Surface roughness |
Material |
Coating back roller (metal roller) |
φ295 |
Hard chromium plating ≥ 200 μ M |
0.001 |
Ra0.2 |
40Cr |
Guide roller (metal roller) |
φ110 |
Hard oxidation |
0.02 |
Ra0.4 |
Al |
Traction roller (metal roller) |
φ200 |
Hard chromium plating ≥ 100 μ M |
0.005 |
Ra0.4 |
S45C |
Pressure roller (rubber roller) |
φ135 |
Wrapped EPDM rubber |
0.1 |
--- |
Al or SS400 |
(2)Roll assembly accuracy
Specification item |
Parallelism(mm) |
Between metal rollers (outside the oven) |
0.05 |
Between metal rolls and metal rolls (inside the oven) |
0.1 |
Between metal roller and rubber roller |
0.2 |
Specification item |
Levelness (mm/m) |
Metal roller (outside the oven) |
0.05 |
Metal roller (inside the oven) |
0.1 |
Rubber roller |
0.2 |
6.2 Automatic unwinding unit
No. |
Project |
Technical parameter |
Notes |
1 |
clamping system |
Inflation clamp tightening |
|
2 |
Roll changing method |
Rotary tower automatic roll changing, automatic cutting, tape splicing |
Glue pressing roller overlapping and gluing |
3 |
Unwinding diameter |
Max Ф 800mm |
|
4 |
Inflation clamp |
6 inches, with a load-bearing capacity of Max.1500Kg |
The expansion sleeve of the inflation clamp adopts special wear-resistant rubber |
5 |
Unwinding drive |
Servo motor+precision reducer |
|
6 |
Material barrel |
6 inches, length 1100 ± 5mm |
Material: ABS or stainless steel |
7 |
Rotating tower device |
Rotating tower speed 1r/min |
The turret drive adopts a motor+precision return |
|
|
Flip positioning accuracy: height error H ± 5mm |
Drive by rotary reducer, achieve high-precision position control through servo encoder |
8 |
Center height of the turret |
1500mm |
|
9 |
Tension control system |
Low friction cylinder+proportional valve control tension, tension sensor feedback adjustment range of 40-300N, tension fluctuation of ± 1% FS |
Constant tension control |
10 |
Deviation correction method |
Automatic EPC control, stroke ± 50mm, using ultrasonic sensor, gradual speed regulation and deviation correction, accuracy ± 0.1mm |
Adaptable transparent substrate guide tape |
11 |
Knife swinging arm mechanism |
1) Sawtooth cutting blade, with a cutting life of ≥ 5000 times; 2) There is a pneumatic protective cover in front of the cutting knife, which can be covered when not working to prevent scratching personnel |
|
12 |
Loading method |
AGV |
|
13 |
Roll diameter measurement |
Ultrasonic testing, alarm according to the set coil diameter |
|
14 |
Takeover platform |
1) Adopting double pressure rods, but manually connecting the platform in the form of scratch grooves; 2) There is a rubber strip at the bottom of the pressure rod to avoid direct contact between the metal and the surface of the electrode plate |
Bottom configuration dust collection box |
15 |
Running direction |
Up or down, only downward when automatically changing rolls |
|
16 |
Belt routing method |
Forward traction, coating, reverse rewinding |
|
17 |
Polar iron removal |
Two sides of the substrate are equipped with magnetic rods, with magnetism ≥ 10000GS |
|
18 |
control system |
1) Set up functional operation buttons and touch screens in the unwinding section. 2) Ultrasonic sensors monitor the coil diameter and have the function of calculating the coil diameter and reminding of material shortage |
Can display coating length and machine head control information |
19 |
Safety devices |
1) There is guardrail+Light curtain at the turret; 2) Pull rope switch plays an emergency stop role; 3) When there is an opposing switch under the inflation clamp and there is no AGV or hydraulic trolley, the inflation clamp is not allowed to retract |
6.3 Coating unit
No. |
Project |
technical parameter |
Notes |
1 |
Installation structure method |
Thickness 60 mm+overall vertical plate structure, wall panels plated with hard chromium |
|
2 |
Coating method |
A/B series type, continuous coating/gap coating/stripe coating |
|
3 |
Coating roller (steel roller) |
¢295mm, surface plated with hard chromium, circular runout: ≤ 1.0 µ m (micrometer detection), power: DDR motor (Colmorgan) |
Surface finish Ra0.2 |
4 |
Pinch roller device |
Diameter: ¢135mm, material: SS400+EPDM, Shore hardness ≥ 75 degrees; Double cylinder compression, eccentric wheel adjustment for left and right compression force |
|
5 |
Extrusion head |
1. High precision extrusion head (2 sets/line), adjustable lip; 2. The coating width is Max.800mm, and the coating width can be adjusted by replacing the gasket; 3. The mold head is equipped with an online flipping mechanism, which can be used for online flipping and cleaning of the mold head |
Parallelism between extrusion die head and coated steel roller ≤ 5 μ m. Lip straightness ≤ 3 μ m. Flatness ≤ 3 μ m. Attached inspection report |
6 |
Spacer |
4 pieces/set, thickness error accuracy ± 2 μm |
|
7 |
Disposal of leftover materials |
Funnel plate for installing leftover materials at the bottom of the mold head |
|
8 |
Extrusion head base |
A: Die base forward and backward drive: 1. Large stroke moving cylinder drive (cylinder with protective cover to prevent slurry pollution); 2. Gap fine adjustment: servo motor action, high-precision displacement sensor measurement, resolution 0.1 μm. Repetitive positioning accuracy ≤ 0.3 μm. Feed time ≤ 10s; |
There is an anti-collision design between the extrusion head and the steel roller; The operation screen page displays the set value and actual value |
9 |
Feed pump |
High precision metering feed pump |
Japanese War God |
10 |
Turnover bucket |
(1) Volume: 100L, made of stainless steel 304, with polished inner and outer surfaces, in a single layer; (2) Equipped with a corrosion-resistant liquid level probe, with 4-speed display (highest, high, low, lowest). When the liquid level of the coating material tank is lower than the lower limit liquid level, the automatic feeding is turned on. If the liquid level does not exceed the lower limit after a few minutes (set on site), the equipment will automatically alarm; (3) Electric stirring, adjustable speed; (4) With visualization window |
The slurry bucket is equipped with a visualization window, and the feeding port is anti splashing to prevent the generation of bubbles |
11 |
Filter iron removal |
Two stage metal filter+10000GS iron remover - filter the feeding (100 mesh filter element) and Screw pump outlet (150 mesh filter element) of the container |
|
12 |
Scraping and hole detection |
After the coating roller, a light curtain is installed to detect holes caused by scraping of the electrode strip, and timely alarm is given, with manual judgment of whether to stop the machine for processing |
|
13 |
Adhesive tape level detection |
Configure a color code sensor for tape level detection before entering the coating process, and achieve linkage with the coating system to achieve skip coating of the tape level |
|
14 |
Coating valve |
Gap coating valve group |
|
15 |
Pressure monitoring unit |
Pressure inside the extrusion head chamber and pump outlet (pressure Poor), reflux pressure monitoring, accuracy ≤ 0.001MPa, corrosion-resistant pressure sensor software adds filter replacement reminder function (pressure setting) |
Set aside corresponding analog output interfaces for computer collection of pressure data |
16 |
Tension control system |
Digital tension adjustment mode/five segment tension control, touch screen setting and monitoring of tension value |
|
17 |
Die head lateral fine adjustment mechanism |
Driven by a servo motor and a screw, it can be closed-loop controlled with a CCD size detection system to ensure alignment of the AB surface |
6.4 Edge ceramic coating system
No. |
Project |
Technical parameter |
1 |
Type |
The Screw pump is used for centralized feeding. The dispensing method is to set a special ceramic feed hole on the die head and make a ceramic flow channel on the gasket; Screw pump brand: Nippon Bingshen, 2NBL10F |
2 |
30L slurry bucket |
Made of stainless steel 304 with polished inner and outer surfaces; Volume 30L, single layer; Motor stirring, adjustable speed |
3 |
Thickness control |
Control by adjusting the opening of the throttle valve |
4 |
Filter |
Metal straight through/Y-shaped filter with 100 mesh core |
5 |
Feed pipeline |
Stainless steel SUS304 pipe+Teflon pipe |
6.5 Oven unit
No. |
Project |
Technical Parameter |
Notes |
1 |
Type |
Full main transmission, 5 meters per section, with a total of 40 meters for both the upper and lower parts; 0.5 meters each for the front and rear negative pressure chambers |
The total length of the oven is approximately 41m above and below each |
2 |
Material quality |
Inner liner SUS304 stainless steel; SUS201 stainless steel outer liner; Stainless steel double-layer insulation air duct |
|
3 |
Main transmission type |
Three phase motor frequency conversion control is adopted, and guide rollers are horizontally distributed; The surface of the guide roller is plated with hard chromium, with a diameter of ¢ 110mm |
The internal bearings of the oven adopt high-temperature resistant bearings |
4 |
Air nozzle height adjustment |
The overall lifting adjustment of the air chamber, with an adjustment amount of ± 20mm |
|
5 |
Observation window and access door |
1) Each section of the oven is equipped with 3 visual observation windows 2) Reserved maintenance and cleaning door on the transmission side of the oven |
|
6 |
Heating method |
Steam heating, steam pressure ≥ 0.7MPa |
|
7 |
Oven temperature |
50~140℃ |
|
8 |
Oven temperature control |
(1) Independent PID adjustment for each section of the oven; (3) Normal working temperature control, overtemperature monitoring alarm protection control, when overtemperature occurs, an audible and visual alarm will appear, and the steam source will be cut off |
|
9 |
Temperature control accuracy |
Display accuracy: ± 1 ℃ (difference in indicated value of temperature control meter);Control accuracy: ≤ ± 3 ℃ (excluding the first and last sections) |
|
10 |
Surface temperature of the box during operation |
The external temperature of the oven is ≤ room temperature+20 ℃ (process temperature ≤ 135 ℃) |
Excluding door joints, flange joints, glass windows, and the connection between two ovens |
11 |
Diaphragm blowing method |
Up and down blowing, explosion-proof variable frequency motor for air supply; Common heating element for upper and lower air chambers |
|
12 |
Air volume control |
1) Circulating air volume, equipped with 1 circulating fan per section; 2) Adjust the frequency converter to control the air flow according to the process, and set the frequency conversion parameters on the touch screen; 3) Each section of the upper and lower air chambers is adjusted through mechanical valves and independently controlled; 4) The fresh air volume is adjusted by mechanical valves for each section and controlled independently; Fresh air is uniformly supplied by the factory; 5) The exhaust air volume is adjusted by mechanical valves for each section and controlled independently;
|
|
13 |
Pressure monitoring |
Equipped with 4 sets of mechanical pressure gauges inside and outside the oven, air nozzles, and before and after filters |
|
14 |
Fan |
1) Circulating fan - power: 11kW; Air volume: Max.11000m3/h; Total pressure: Max.1200Pa 2) Inlet and exhaust fans - configured according to Party A's process and layout |
The contact between the fan and the hot air is made of stainless steel material |
15 |
Exhaust air volume |
According to the LFP system, with a single surface density of 200g/㎡, a coating width of Max.800mm, a coating speed of Max.40m/min, and a solid content of 55%+, the exhaust air volume of the positive electrode machine is approximately 60000~70000 meters ³/ H (130 ℃ working condition); If the negative electrode has a single surface density of 100g/㎡, a coating width of Max.800mm, a coating speed of Max.40m/min, and a solid content of 50%+, the exhaust air volume of the entire water system negative electrode is about 40000~50000m ³ / H (110 ℃ working condition) |
|
16 |
Hot air filtration |
Configure initial efficiency filter before air intake |
|
17 |
Explosion proof port |
Each oven is equipped with explosion-proof ports |
|
18 |
Linkage between positive electrode and NMP recovery system |
(1) The manufacturer of the NMP recycling system connects the relevant cables and signal wires to the reserved interface of the coating machine, and sends the relevant operating signals and system abnormal signals (shutdown, fault alarm, shutdown) to the coating machine; (2) The coating machine integrates the common functions of the NMP recycling system (start stop, air volume adjustment, etc.) into the touch screen of the coating machine head, and abnormal signals of the NMP recycling system can be displayed on the touch screen of the coating machine; (3) When the NMP recycling system fails to start due to a malfunction, the coating machine prompts: The NMP recycling system is malfunctioning and cannot start the coating machine, and outputs a signal to the NMP recycling system; (4) The coating machine can only be produced and operated when the NMP recycling system is running normally. When the system is abnormal, the coating machine cannot be produced and operated. |
|
19 |
Oven NMP concentration monitoring |
Positive pole configuration NMP concentration detector—— A. When the concentration exceeds 25%, the equipment will give an audible and visual alarm; B. When the concentration exceeds 50%, the equipment stops running and coating, the circulating fan continues to operate, and the exhaust fan automatically operates at its maximum frequency |
|
20 |
Drive Motor |
A. Circulating fan: three-phase asynchronous motor........... 16 units B. Roller drive: three-phase asynchronous motor ............... 16 units |
6.6 Traction unit
No. |
Project |
Technical parameter |
1 |
Installation structure method |
Overall vertical plate installation |
2 |
Traction tension control system |
1) Cylinder+proportional valve control tension, tension sensor feedback 2) The adjustable tension range is 40-300N, and the tension fluctuation is ≤ ± 2% FS (during normal operation) |
3 |
Tension partition |
Composition of traction roller and pinch roller |
4 |
Traction roller |
Diameter Ø 200mm, surface plated with hard chromium |
5 |
Pinch roller |
Diameter Ø 135mm, surface coated with EPDM adhesive |
6 |
Travel correction |
1. Adopting EPC control, equipped with anti roll edge pressing roller and arc flattening roller at the outlet of the oven 2. EPC control, stroke ± 50mm, using ultrasonic sensor, gradual speed regulation and deviation correction, accuracy ± 0.1mm |
7 |
Traction roller drive |
Servo motor+precision reducer |
8 |
Pole flattening mechanism |
Flattening of electrode plates using curved rollers |
6.7 Automatic winding unit
No. |
Project |
technical parameter |
Notes |
1 |
Clamping system |
Inflation clamp tightening |
|
2 |
Roll changing method |
Rotary tower automatic roll changing, automatic cutting, tape splicing |
Glue pressing roller overlapping and gluing |
3 |
Reel diameter |
Max Ф 800mm |
|
4 |
Inflation clamp |
6 inches, with a load-bearing capacity of Max.1500Kg |
The expansion sleeve of the inflation clamp adopts special wear-resistant rubber |
5 |
Winding drive |
Servo motor+precision reducer |
|
6 |
Material barrel |
Inner diameter 6 inches, length 1100 ± 5mm |
Material: ABS or stainless steel |
7 |
Rotating tower device |
Rotating tower speed 1r/min Flip positioning accuracy: height error H ± 5mm |
The turret drive is driven by a motor and a precision rotary reducer, and high-precision position control is achieved through servo encoder |
8 |
Center height of the turret |
1500mm |
|
9 |
Tension control system |
Low friction cylinder+proportional valve control tension, tension sensor feedback adjustment range of 40-300N, tension fluctuation of ± 1% FS |
Taper tension control, adjustable from 0 to 80% |
10 |
Deviation correction method |
EPC control, stroke ± 50mm, using ultrasonic sensor, gradual speed regulation and deviation correction, accuracy ± 0.1mm |
Adaptable transparent substrate guide tape |
11 |
Knife swinging arm mechanism |
1) Sawtooth cutting blade, with a cutting life of ≥ 5000 times; 2) There is a pneumatic protective cover in front of the cutting knife, which can be covered when not working to prevent scratching personnel |
|
12 |
Discharge method |
AGV |
|
13 |
Roll diameter measurement |
Ultrasonic testing, alarm according to the set coil diameter |
|
14 |
Manual tape receiving platform |
1. Adopt double pressure rods, but manually connect the tape platform in the form of scratch grooves; 2. There is a rubber strip at the bottom of the pressure rod to avoid direct contact between the metal and the surface of the electrode plate |
|
15 |
Running direction |
Up or down, only downward when automatically changing rolls |
|
16 |
Winding alignment |
≤±1.0mm |
|
17 |
Polar iron removal |
Two sides of the substrate are equipped with magnetic rods, with magnetism ≥ 10000GS |
|
18 |
control system |
1) Set up functional operation buttons and touch screens in the winding section. 2) Ultrasonic sensors monitor the diameter of the coil and have the function of calculating the diameter and reminding the completion of winding |
Can display coating length and machine head control information |
19 |
Safety devices |
1) There is guardrail+Light curtain at the turret; 2) Pull rope switch plays an emergency stop role; 3) When there is an opposing switch under the inflation clamp and there is no AGV or hydraulic trolley, the inflation clamp is not allowed to retract |
6.8 Electrical control system
(1) Main control system: touch screen, PLC, bus control, servo system, pressure monitoring system
(2) Wiring method: Bussed distribution, strong and weak current slot layout
(3) Electric control cabinet layout: independent dustproof cabinet, high and low voltage cabinet with separate box design
(4) Electric control method: decentralized layout, centralized control, high reliability, space saving, and easy maintenance
(5) Operation mode: manual, automatic, emergency stop; The main control system is located on the touch screen of the machine head; The tail can also be operated for general operations such as shutdown, belt running, emergency stop, etc
(6) Coating setting: continuous coating/gap coating
(7) Operating condition setting and data collection: coating line speed, tension control, coating setting, fan frequency, and temperature setting can be set, displayed, and recorded through the touch screen; Can store 20 sets of process parameters
(8) Status monitoring: Five stage tension monitoring, belt breakage monitoring, deviation correction, temperature monitoring
(9) Counting function: Measure the coating length in meters, with a display accuracy of 1mm
(10) Safety protection function: mechanical and electrical interlocking, self-locking function, induction protection function
Can; Alarm bells in each area before equipment startup; Set up safety warning signs for hazardous areas such as movement, compression, cutting off, and heat sources; Protective cover for transmission and moving parts; Oven over temperature alarm and power outage protection function
(11) Alarm situation: When the equipment malfunctions or starts, the three color alarm light on the machine head
Warning; There is a dedicated alarm buzzer for winding and unwinding; The touch screen will display the corresponding correction screen; Alarm information storage and historical alarm information viewing
(12) Control management: password hierarchical control, process parameters can be locked; Password is required for setting and maintaining device parameters
7 Configuration List
7.1 Main configuration
No. |
Name |
Brand |
Brand location |
1 |
PLC |
OMRON |
Japan |
2 |
servo motor |
OMRON/Huichuan/Panasonic/Yaskawa/Kesu |
Japan/China |
3 |
Turret motor |
OMRON |
Japan |
4 |
Direct drive servo motor |
Cole Morgan |
United States |
5 |
Reducer |
Xinbao/Xinliying/Dixoco |
Japan/China |
6 |
Head linear guide rail |
THK |
Japan |
7 |
Head ball screw |
THK |
Japan |
8 |
bearing |
NSK/FAG/ASAHI |
Japan/Germany |
9 |
cylinder |
SMC/CKD/Airtac |
Japan/China |
10 |
Intermittent valve solenoid valve |
Festo |
Germany |
11 |
Deviation correction control system |
Kaiduo or equivalent brand |
Germany |
12 |
Tension control system |
Boxin or equivalent brand |
China |
13 |
touch screen |
Kunlun coherent state |
China |
14 |
Fiber optic sensor |
KEYENCE |
Japan |
15 |
Liquid level sensor |
Kerui or equivalent brand |
Switzerland |
16 |
Color code sensor |
Keyence |
Japan |
17 |
Slurry pressure sensor |
Germany BD |
Germany |
18 |
relay |
Schneider or equivalent brand |
Japan |
19 |
Air switch |
Schneider/Chint |
France/China |
20 |
inverter |
INVETON or equivalent brand |
China |
21 |
Temperature controller |
OMRON/Yangming |
Japan/China |
22 |
Centrifugal fan |
Aozhong or equivalent brand |
China |
23 |
Steam regulating valve |
Azbil |
Japan |
24 |
Drain valve |
Spirsax or equivalent brand |
Britain |
25 |
Shut-off valve |
Domestic high-quality |
China |
26 |
Coating roller |
domestic |
China |
27 |
Coating head |
Mitsubishi/Panasonic/Domestic high-quality |
Japan/China |
28 |
NMP concentration detector |
Li Yan/or equivalent brand |
Japan |
29 |
Surface density detector |
Dacheng/Shuangyuan/Ruiqi/or equivalent brand |
China |
30 |
CCD detection system |
OPT |
China |






 Cindy@tmaxcn.com
Cindy@tmaxcn.com David@tmaxcn.com
David@tmaxcn.com +86 13003860308
+86 13003860308 18659217588
18659217588